


Оборудование


Оборудование для усадки
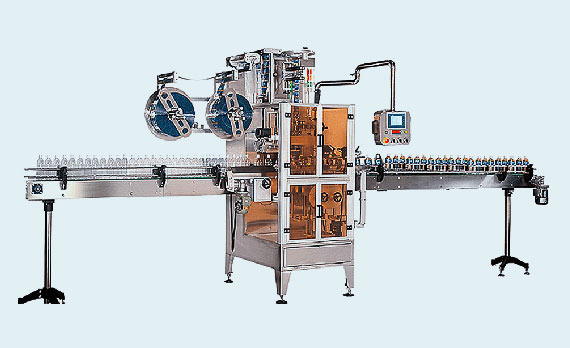
Мы предлагаем комплексное решение задачи качественной усадки термоусадочных этикеток на Вашем изделии. Мы поставляем соответствующее аппликационное оборудование «под ключ» с отладкой технологии усадки, обеспечивая максимально плотное облегание этикеткой поверхности изделия, отсутствие складок, зажимов, пузырей и т.п. Наши достижения в термоусадочной технологии гарантируют Вам высокий уровень технологического сопровождения, качество и надежность поставок.
Предлагаемое нами оборудование включает в себя аппликаторы для автоматического надевания этикеток, электрические или паровые туннели, а также возможное дополнительное оборудование, в зависимости от Ваших условий производства и требуемой производительности.
В отличие от использования традиционных способов этикетирования применение термоусадочной этикетки — это прежде всего ТЕХНОЛОГИЯ. Того, кто поверхностно подходит к этому вопросу, могут ожидать серьезные «подводные камни» на пути разработки проектов упаковки с применением термоусадочной этикетки.
Составляющие технологического процесса упаковки изделия в термоусадочную этикетку — это надевание этикетки на изделие и кратковременное нагревание ее вместе с самим изделием.
В зависимости от требуемой производительности процесса, применяется ручной, или автоматический способ этикетирования, с применением автоматических аппликаторов.
Мы предлагаем комплекс услуг по подбору и поставке оборудования «под ключ» для проектов термоусадки.